
بلاگ
5 روش خمکاری پروفیل؛ محاسبات خمکاری پروفیل

با خمکاری پروفیل میتوان انواع پروفیلهای فلزی را بدون برش یا شکست، به فرمهای زاویهدار یا منحنی تبدیل کرد. این عملیات بسته به نوع متریال، ضخامت، شعاع خم و کاربرد نهایی، با روشهای مختلفی مانند خمکاری با دستگاه پرس، رول خم، القایی یا دستی انجام میشود که هر کدام دقت، سرعت و محدودیتهای خاص خود را دارند؛ اما اجرای صحیح خمکاری فقط به انتخاب روش مناسب ختم نمیشود؛ محاسبات خمکاری پروفیل، از جمله تعیین شعاع خم، طول بازشده، میزان برگشت فنری و تلرانسهای ابعادی، نقش تعیینکنندهای در کیفیت نهایی قطعه و جلوگیری از خطاهای ساخت دارد.
در این مطلب علاوهبر آشنایی با مفهوم خمکاری پروفیل و روشهای متداول انجام آن، با اصول و فرمولهای مهم محاسبات خمکاری نیز آشنا میشوید تا این فرآیند را دقیقتر و مهندسیتر اجرا کنید. این راهنما برای مهندسان طراحی و ساخت، فعالان صنایع فلزی و فروش استیل، تکنسینهای کارگاههای تولیدی و افرادی که قصد دارند درک بهتری از فرآیند فرمدهی پروفیلها داشته باشند، کاربردی و قابل استفاده است.
خمکاری پروفیل چیست؟
پس از تولید انواع قطعات فولادی مانند تیرآهن، نبشی، فریمها، لولهها و سایر مقاطع در خطوط تولید پروفیل و خم لوله استیل، معمولا به عملیات تکمیلی برای استفاده در کاربردهای خاص نیاز است. زمانی که لازم باشد پروفیلها به شکل منحنی درآیند، قطعات مانند قوطی استیل دکوراتیو طراحی و به محصولات جدید تبدیل شوند یا در کاربردهای متفاوت به کار روند، از فرآیند خمکاری پروفیل استفاده میشود.

خمکاری پروفیل یک فرآیند شکلدهی است که برای ایجاد فرمهای منحنی یا زاویهدار از پروفیلهای تخت آلومینیومی به کار میرود. در فرآیند خمکاری، نیرویی به پروفیل آلومینیومی وارد میشود تا بدون آنکه پروفیل شکسته یا آسیب ببیند، بهطور دائمی به شکل موردنظر تغییر فرم دهد.
این کار باعث تغییر شکل کنترلشده در پروفیل میشود و آن را برای استفاده در کاربردهای مختلف ساختمانی و صنعتی مناسب میسازد.
انواع پروفیلهای قابل خمکاری؛ پروفیل باز و بسته
پروفیلها با مقاطع باز یا بسته تولید میشوند و هرکدام طراحی و کاربرد متفاوتی دارند. انتخاب نوع پروفیل برای شکلدهی و تغییر فرم، به شرایط پروژه و نوع کاربرد بستگی دارد.
برای مثال در بسیاری از پروژههای صنعتی و ساختمانی، هنگام خرید قوطی استیل توجه به نوع مقطع و قابلیت خمکاری آن اهمیت زیادی دارد؛ زیرا ساختار مقطع مستقیما بر رفتار آن در فرآیند خم تاثیر میگذارد.
پروفیلهای باز:
پروفیلهای باز به روش مستقیم و بدون جوشکاری تولید میشوند. در این فرآیند، نوارهای فولادی برشخورده از میان غلتکهای چرخان عبور میکنند و بهتدریج به شکل مقطع باز (مانند نبشی، ناودانی، یا پروفیل Z و C) درمیآیند. در این روش، لبههای نوار به هم نمیرسند و نیازی به جوشکاری نیست. در نهایت، پروفیل با تجهیزات برش به طول دلخواه بریده میشود.
نمونههایی از پروفیلهای باز مورد استفاده در صنایع مختلف شامل پروفیلهای Z و C، پروفیل فرانسوی، نبشی، پروفیل مکزیکی، تیرآهن، فریم ساده، ناودانی و کانالها هستند.
در برخی کاربردهای خاص، حتی متریالهایی مانند پروفیل استیل 304 نیز برای تولید مقاطع باز با قابلیت شکلدهی بالا استفاده میشوند.

پروفیلهای بسته:
این دسته از پروفیلها مانند پروفیلهای کویلی، مقاطع جعبهای، لولهها،و پروفیلهای HSS به روش غیرمستقیم تولید میشوند. در این روش ابتدا ورقهای فولادی به کمک رولفرمینگ به لولههای جوشخورده تبدیل شده و سپس عملیات خمکاری و برش روی آنها انجام میشود. به عبارتی پروفیلهای بسته (مانند قوطی، لوله) پس از فرمینگ، درز جوش داده میشوند.
در این نوع مقاطع، نوع آلیاژ و کیفیت ساخت اهمیت زیادی دارد و عواملی مانند قیمت قوطی استیل 316 معمولا نشاندهنده سطح مقاومت در برابر خوردگی و قابلیت استفاده در شرایط محیطی خاص هستند.
آشنایی با 5 روش متداول خمکاری پروفیل
متداولترین روشهای خمکاری پروفیل موارد زیر هستند:
- خمکاری دستی پروفیل
- خمکاری صنعتی پروفیل
- روش خمکاری سرد
- روش خمکاری با گرمایش القایی
- روش رول یا خمکاری غلتکی
انتخاب روش مناسب به عواملی مانند ضخامت و ابعاد پروفیل، جنس و نوع آن و شکل نهایی موردنظر بستگی دارد. برخی پروژهها علاوهبر خمکاری مقاطع، نیازمند فرآیندهای مشابه روی ورقها نیز هستند و به همین دلیل در بسیاری از کارگاهها، تجهیزات خمکاری ورق استیل در کنار ماشینآلات خمکاری پروفیل مورد استفاده قرار میگیرند تا امکان شکلدهی انواع مقاطع فراهم شود.
1. خمکاری دستی پروفیل
در خمکاری دستی، تغییر شکل پروفیل توسط نیروی انسانی و ابزارهای ساده انجام میشود. این روش برای مقاطع سبک و کمضخامت کاربرد دارد و از نظر اصول مکانیکی شباهت زیادی با فرآیند خمکاری میلگرد در کارگاههای ساختمانی دارد؛ یعنی اعمال نیرو کنترلشده باعث ایجاد تغییر شکل دائمی در قطعه میشود.
وقتی ضخامت پروفیل افزایش یابد، برای تسهیل تغییر شکل از حرارت استفاده میشود. در خمکاری گرم، قطعه تا دمای مشخصی حرارت داده میشود تا انعطافپذیر شود و سپس شکلدهی انجام میگیرد.

این روش از نظر اجرایی به برخی روشهای خمکاری لوله شباهت دارد که در آنها نیز برای جلوگیری از ترک و شکست، کنترل دما و توزیع تنش اهمیت زیادی دارد.
2. خمکاری صنعتی پروفیل
خمکاری پروفیلهای سنگین و ضخیم فقط با استفاده از روشهای صنعتی امکانپذیر است. در این روش نیازی به اعمال نیروی دستی نیست و امکان تغییر شکلهای پیچیدهتر وجود دارد. در این روش پروفیل از میان غلتکهای ثابت و متحرک عبور میکند و بهصورت کنترلشده تغییر شکل میدهد.
در بسیاری از صنایع بزرگ که به ماشینآلات پیشرفته نیاز دارند، کیفیت تجهیزات و مواد اولیه حتی تحت تاثیر فرآیندهای واردات استیل و دسترسی به آلیاژهای استاندارد بینالمللی قرار میگیرد.
3. روش خمکاری سرد
در روش خمکاری سرد نیازی به حرارتدهی نیست. پروفیل در دمای محیط و با عبور از میان غلتکهایی که فشار وارد میکنند، خم شده و تغییر شکل میدهد. از آنجا که تجهیزات حرارتی موردنیاز نیست، هزینهها نیز کاهش مییابد.
4. روش خمکاری با گرمایش القایی
زمانی که خمکاری دقیق و پیچیده موردنیاز باشد، از روش گرمایش القایی استفاده میشود. در این روش بخشهای مشخصی از پروفیل بهسرعت با استفاده از کویلهای القایی گرم و نرم میشوند.
سپس پروفیل توسط دستگاه خم شده و در ادامه برای حفظ شکل ایجادشده، عملیات خنککاری انجام خواهد شد. این روش خمهایی با کیفیت بالا به وجود میآورد و یکپارچگی ساختاری پروفیل را حفظ میکند.
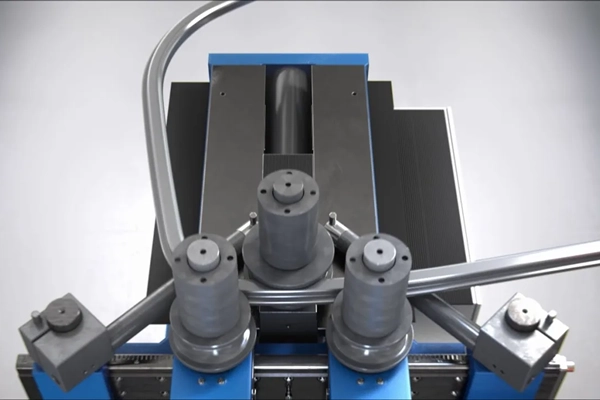
5. روش رول یا خمکاری غلتکی
خمکاری رول یکی از متداولترین روشها برای خم کردن انواع پروفیل است. در این روش پروفیل میان غلتکهای قابل تنظیم قرار میگیرد و فشار در نقاط مشخصی اعمال میشود تا انحنا ایجاد شود.
این فرآیند بسیار دقیق و سریع است؛ البته در برخی موارد امکان تخت شدن یا تغییر شکل سطح مقطع پروفیل وجود دارد.
عوامل موثر بر کیفیت خمکاری؛ بررسی نقش آلیاژهای آلومینیوم
آلیاژهای آلومینیوم از آلومینیوم بهعنوان عنصر اصلی و عناصر دیگر برای بهبود خواص مشخص تشکیل شدهاند. آلیاژهای مختلف، ویژگیهای مکانیکی، مقاومت در برابر خوردگی و قابلیت شکلپذیری متفاوتی دارند که همگی بر میزان مناسب بودن آنها برای کاربردهای خمکاری پروفیل تاثیر میگذارند.
- شکلپذیری: آلیاژهایی که شکلپذیری بالاتری دارند، برای خمکاری مناسبتر هستند؛ زیرا قابلیت تغییر شکل بهتری بدون ترکخوردگی یا ایجاد تنش بیشازحد دارند. آلیاژهای سری 1 و 3 (مانند AA1100 و AA3003) به دلیل شکلپذیری عالی شناخته میشوند و برای عملیات خمکاری ساده تا نسبتا پیچیده مناسب هستند.
- استحکام: در کنار شکلپذیری، استحکام آلیاژ آلومینیوم نیز نقش مهمی در خمکاری دارد. استحکام بسیار پایین باعث تغییر شکل بیشازحد هنگام خمکاری میشود. درصورتی هم که استحکام خیلی بالا باشد، احتمال ترکخوردگی افزایش مییابد. سری 6 مانند AA6061 و AA6063، به دلیل تعادل مناسب بین استحکام و شکلپذیری بهطور معمول استفاده میشوند. این آلیاژها قابلیت خم شدن به اشکال پیچیده را دارند و در عین حال یکپارچگی ساختاری خود را حفظ میکنند.
- مقاومت در برابر خوردگی: در محیطهای بیرونی یا خورنده، این ویژگی اهمیت ویژهای پیدا میکند. آلیاژهای آلومینیوم سری 5 شامل AA5052 و AA5083، به مقاومت بالا در برابر خوردگی معروف هستند و در مواردی که محصول نهایی در معرض رطوبت یا مواد شیمیایی خورنده قرار دارد، انتخاب ایدهآلی برای خم کاری پروفیل محسوب میشوند.
عوامل موثر بر خمکاری پروفیل؛ بررسی نقش تمپرهای آلومینیوم
تمپر آلومینیوم به وضعیت سختی و استحکام ماده اشاره دارد که از طریق عملیات حرارتی یا کار مکانیکی به دست میآید. تمپرهای مختلف با حروف و اعداد مشخص میشوند و نشاندهنده روشهای فرآیندی متفاوتی هستند که بر خواص ماده اثر میگذارند. انتخاب تمپر نقش مهمی بر نتیجه فرآیند خمکاری دارد.
تمپر O (آنیلشده):
تمپر O که به تمپر آنیلشده نیز شهرت دارد، آلومینیومی که با عملیات آنیل نرم شده است را نشان میدهد. این تمپر شکلپذیری بسیار بالایی دارد و برای عملیات خمکاری ساده مناسب است.
توجه داشته باشید که آلومینیوم با تمپر O استحکام لازم برای خمهای پیچیدهتر یا کاربردهای سازهای را ندارد.
تمپرهای H:
تمپرهای H نشاندهنده آلومینیومی هستند که از طریق کار سرد و تغییر شکل پلاستیک سخت شده است. تمپرهایی مانند H14 و H24 به دلیل تعادل میان شکلپذیری و استحکام، بهطور معمول در خمکاری استفاده میشوند.
این تمپرها قابلیت خم شدن تا زوایای متوسط، بدون ترکخوردگی را دارند.
تمپرهای T:
تمپرهای T مربوط به آلیاژهایی هستند که برای دستیابی به خواص مشخص تحت عملیات حرارتی قرار گرفتهاند. تمپرهای T6 و T651 در سری 6 به استحکام بالا و شکلپذیری متوسط معروف هستند.
این تمپرها در مواردی که استحکام و خمکاری بهطور همزمان لازم است استفاده میشوند؛ اما هنگام خمکاری، بهویژه در شعاعهای کوچک باید با احتیاط عمل کرد؛ زیرا کاهش چقرمگی ممکن است باعث ترکخوردگی شود.
عیوب رایج در خم کاری پروفیل
در فرآیند خمکاری پروفیل، حتی با استفاده از تجهیزات پیشرفته و محاسبات دقیق، ممکن است عیوب مختلفی در قطعه ایجاد شود.
این عیوب معمولا به دلیل انتخاب نامناسب پارامترهای خمکاری، ویژگیهای متریال، طراحی نامناسب ابزار یا کنترل ناکافی بر فرآیند خمکاری به وجود میآیند.
باتوجهبه این موارد، عیوب رایج در خم کاری پروفیل به شرح زیر هستند:
| عیوب رایج | دلیل |
| ترکخوردگی در ناحیه خم | شعاع خم بسیار کوچک
استحکام بالای ماده همراه با شکلپذیری پایین ضخامت زیاد پروفیل |
| چینخوردگی یا موجدار شدن سطح داخلی خم | عدم وجود تکیهگاه کافی
ضخامت کم دیواره عدم استفاده از مندرل یا ابزار پشتیبان در مقاطع توخالی |
| تخت شدن یا تغییر شکل سطح مقطع | فشار بیش از حد غلتکها
نبود تکیهگاه داخلی شعاع خم کوچک نسبت به ابعاد مقطع |
| برگشت فنری بیش از حد | مدول الاستیسیته بالا
استحکام تسلیم زیاد شعاع خم بزرگ یا اعمال نیروی خم ناکافی |
| نازک شدن دیواره خارجی خم | شعاع خم کوچک
کشش زیاد در فرآیند عدم توزیع یکنواخت تنش |
| عدم تقارن خم | تنظیم نادرست دستگاه
گیرهگیری نامناسب قطعه عدم یکنواختی در خواص ماده |
| ایجاد خراش یا آسیب سطحی | زبری سطح ابزار
آلودگی روی غلتکها فشار بیشازحد روانکاری ناکافی |
محاسبات خمکاری پروفیل
محاسبات خمکاری پروفیل بخش مهمی از طراحی و اجرای دقیق فرآیند خمکاری است. محاسبات خمکاری پروفیل برای این انجام میشود که قبل از اجرای عملیات، بتوان رفتار متریال را پیشبینی کرد و قطعه نهایی دقیقا مطابق ابعاد طراحیشده به دست آید.

بدون انجام محاسبات مهندسی، نتیجه نهایی ممکن است با ابعاد طراحیشده مطابقت نداشته باشد، دچار ترکخوردگی شود یا پس از خمکاری بهدلیل برگشت فنری تغییر شکل دهد.
که در آن Ri شعاع داخلی، T ضخامت، K ضریب خنثی (معمولاً ۰.۳ تا ۰.۵)، A زاویه خم برحسب درجه است.
ضریب K و وابستگی به جنس:
ضریب K برای آلومینیوم نرم حدود ۰.۴، برای فولاد St37 حدود ۰.۳۵، برای استیل ۰.۴۵-۰.۵ متغیر است. بهتر است جدول کوتاهی از ضریب K برای جنسهای مختلف اضافه شود.
در محاسبه خم پروفیل معمولا پارامترهایی مانند شعاع خم، ضخامت پروفیل، زاویه خم، محل محور خنثی و میزان برگشت فنری در نظر گرفته میشوند. مهمترین بخش کار تعیین طول واقعی پروفیل قبل از خمکاری است؛ چون هنگام خم شدن، بخش بیرونی کشیده و بخش داخلی فشرده میشود و طول قطعه در ناحیه خم تغییر میکند. برای جبران این تغییر، مهندسان طول ناحیه خم (Bend Allowance) را محاسبه کرده و آن را به طول قسمتهای مستقیم اضافه میکنند تا طول برش اولیه دقیق به دست آید.
برای مثال فرض کنید یک پروفیل فلزی با ضخامت ۴ میلیمتر قرار است با زاویه ۹۰ درجه و شعاع داخلی ۲۰ میلیمتر خم شود. مهندس ابتدا با در نظر گرفتن جنس ماده، ضریب K مناسب (مثلا حدود ۰٫۴) را انتخاب میکند. سپس با استفاده از فرمول طول ناحیه خم، مقدار طولی که در قسمت خم مصرف میشود محاسبه میشود. اگر طول دو بخش مستقیم قبل از خم مثلا 100 و 80 میلیمتر باشد و طول محاسبهشده ناحیه خم حدود 33.93 میلیمتر به دست آید، طول واقعی پروفیل قبل از خمکاری با مجموع این سه مقدار، یعنی 217 میلیمتر برابر خواهد بود.
BA=180π×(20+0.4×4)×90=2π×21.6≈33.93 mm
سخن پایانی
در این مقاله با ۵ روش کلیدی خمکاری پروفیل آشنا شدید. اما نکته مهم این است که محاسبات خمکاری پروفیل نقش تعیینکنندهای در دقت نهایی قطعه دارند. چه برای خم کاری پروفیلهای باز و چه خمکاری قوطی پروفیل، پیش از اجرا محاسبه کنید، سپس روش مناسب را انتخاب نمایید.